BTech
InnovationCopyright © 2021. BTech Innovation. Tüm Hakları Saklıdır.
Copyright © 2021. BTech Innovation. Tüm Hakları Saklıdır.
BTech
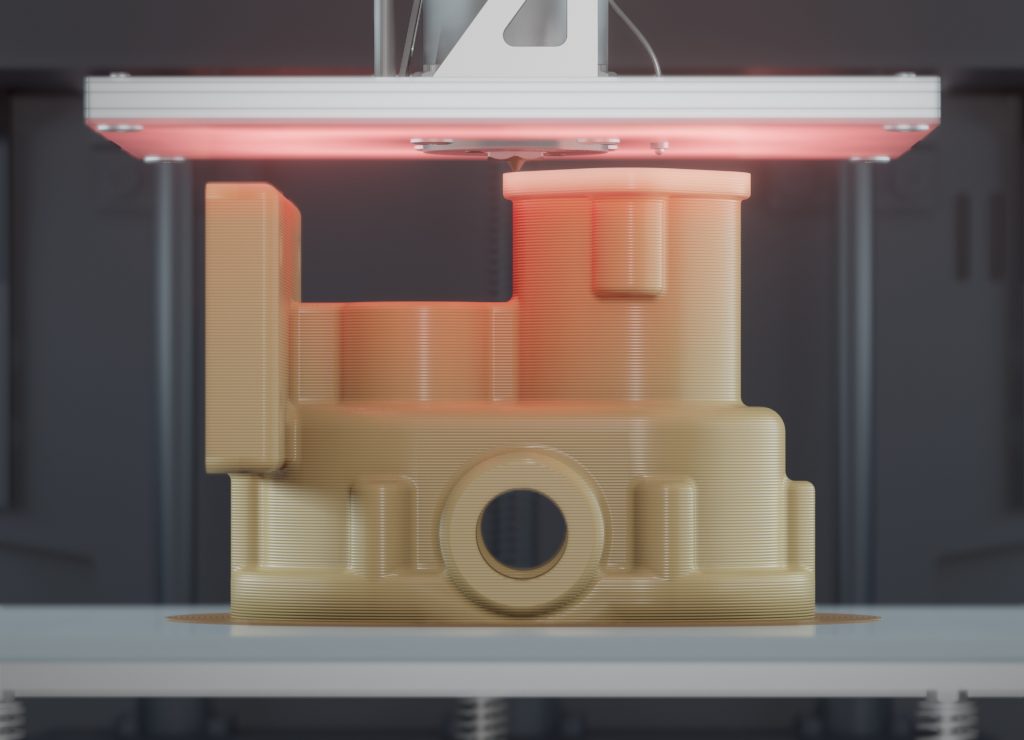
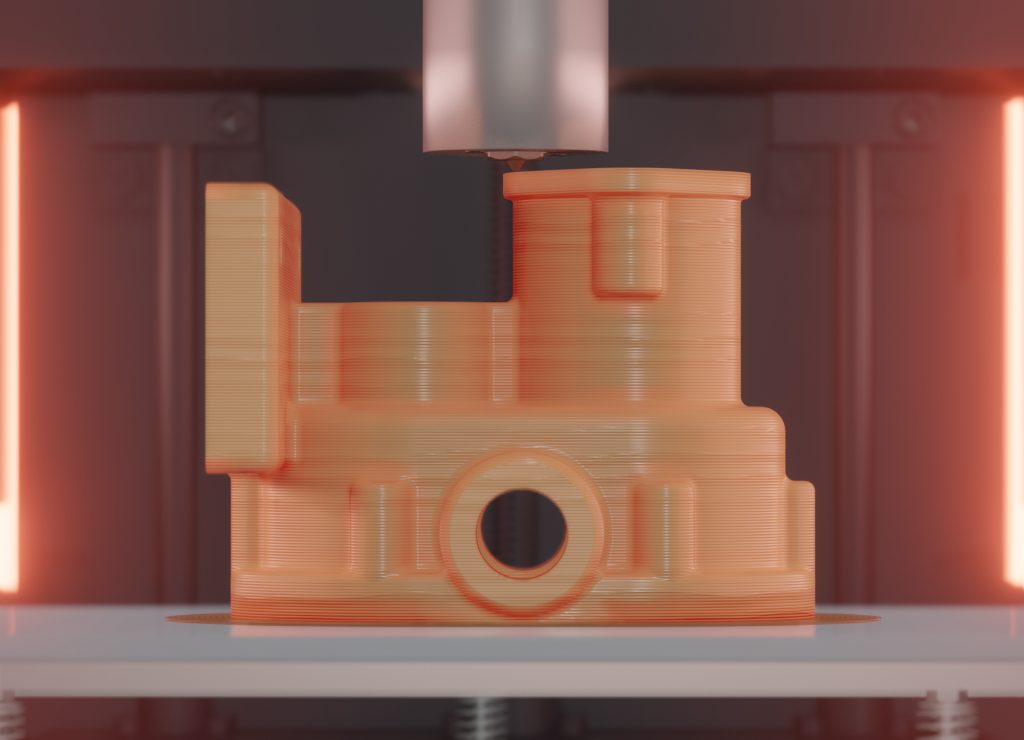
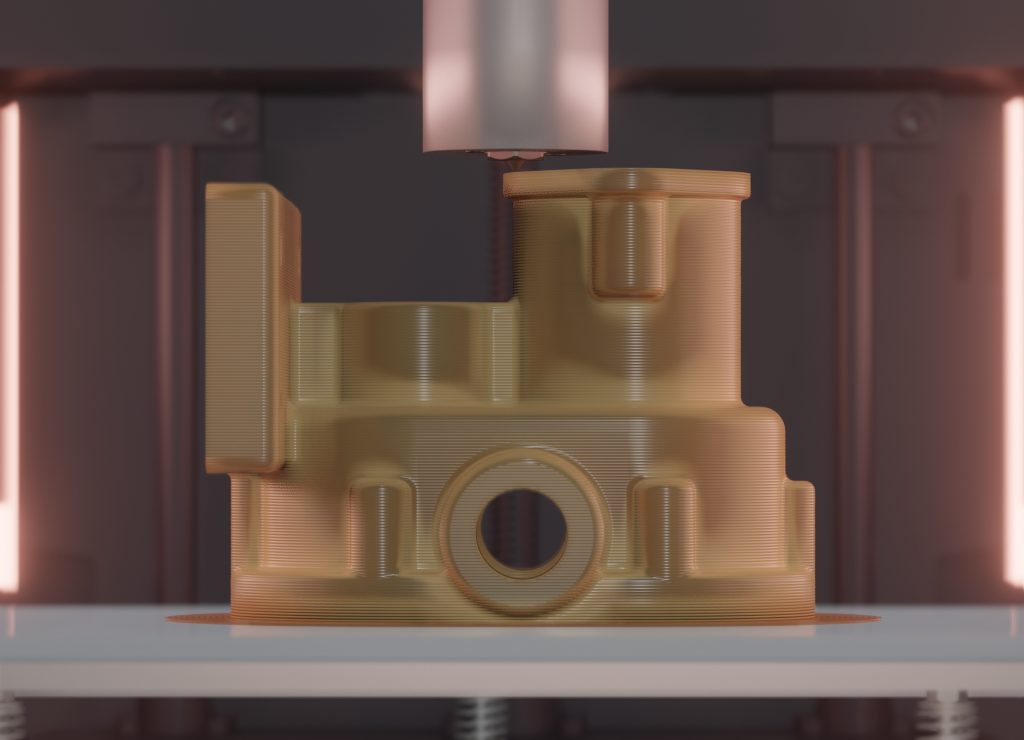
InnovationYüksek performanslı plastiklerde en yüksek bileşen kalitesi için endüstriyel 3D yazıcı
PEEK’in 3 boyutlu baskısı | CFR PEEK | PEKK | PEI | …
P220, hem yüksek kristallikte saf PEEK hem de% 30’a varan fiber içeriği ile karbon fiber takviyeli PEEK basabilen tek yazıcıdır.







Kişisel verilerin korunması kanunu 10. Maddesine göre veri sorumlusunun aydınlatma yükümlülüğünün kapsamı belirlenmiştir. Buna göre “Kişisel verilerin elde edilmesi sırasında veri sorumlusu veya yetkilendirdiği kişi, ilgili kişilere;
konusunda bilgi vermekle yükümlüdür.”
Kanun maddesinde aydınlatma yükümlülüğü yerine getirilirken uyulması gereken asgari şartlar belirlenmiş olup yükümlülüğü yerine getirirken uyulması gereken herhangi bir şekil şartı öngörülmemiştir. Bu bağlamda değerlendirildiğinde yazılı, sözlü veya alternatif yöntemlerle aydınlatma yükümlülüğü yerine getirilebilmektedir.
Aydınlatma yükümlülüğü kapsamında ilgili kişiye bildirilmesi gereken başlıklar şunlardır:
Aydınlatma yükümlülüğü yerine getirilirken herkesin anlayacağı bir dil kullanmak, anlaşılması güç bir ortam oluşturmamak gerekmektedir. Bunun için görsellerden yararlanmak, farklı dil çevirilerini kullanmak somut durum karşısında başvurulabilecek yöntemlerdendir.
Kamera kaydı alınan bir binada bina girişinde
“kamera kaydı alınmaktadır” levhası yeterli bir aydınlatma olmayacaktır.
Bina içerisinde fiziksel güvenliğin sağlanması ve kamu güvenliğinin sağlanması amacıyla, istenmesi halinde emniyetle paylaşılmak üzere güvenlik kameralarıyla 7/24 kayıt alınmaktadır. Kvkk11. Maddedeki haklarınızı kullanmak için bina görevlisine, güvenlik kulübesine başvurunuz” şeklinde yapılacak bir aydınlatma kanunen belirtilen asgari unsurları taşıması sebebiyle geçerli olacaktır.
Kişisel verilerin korunması kanunu 10. Maddesine göre veri sorumlusunun aydınlatma yükümlülüğünün kapsamı belirlenmiştir. Buna göre “Kişisel verilerin elde edilmesi sırasında veri sorumlusu veya yetkilendirdiği kişi, ilgili kişilere;
konusunda bilgi vermekle yükümlüdür.”
Kanun maddesinde aydınlatma yükümlülüğü yerine getirilirken uyulması gereken asgari şartlar belirlenmiş olup yükümlülüğü yerine getirirken uyulması gereken herhangi bir şekil şartı öngörülmemiştir. Bu bağlamda değerlendirildiğinde yazılı, sözlü veya alternatif yöntemlerle aydınlatma yükümlülüğü yerine getirilebilmektedir.
Aydınlatma yükümlülüğü kapsamında ilgili kişiye bildirilmesi gereken başlıklar şunlardır:
Aydınlatma yükümlülüğü yerine getirilirken herkesin anlayacağı bir dil kullanmak, anlaşılması güç bir ortam oluşturmamak gerekmektedir. Bunun için görsellerden yararlanmak, farklı dil çevirilerini kullanmak somut durum karşısında başvurulabilecek yöntemlerdendir.
Kamera kaydı alınan bir binada bina girişinde
“kamera kaydı alınmaktadır” levhası yeterli bir aydınlatma olmayacaktır.
Bina içerisinde fiziksel güvenliğin sağlanması ve kamu güvenliğinin sağlanması amacıyla, istenmesi halinde emniyetle paylaşılmak üzere güvenlik kameralarıyla 7/24 kayıt alınmaktadır. Kvkk11. Maddedeki haklarınızı kullanmak için bina görevlisine, güvenlik kulübesine başvurunuz” şeklinde yapılacak bir aydınlatma kanunen belirtilen asgari unsurları taşıması sebebiyle geçerli olacaktır.